Il pezzo da zincare deve essere privo di residui di verniciatura.
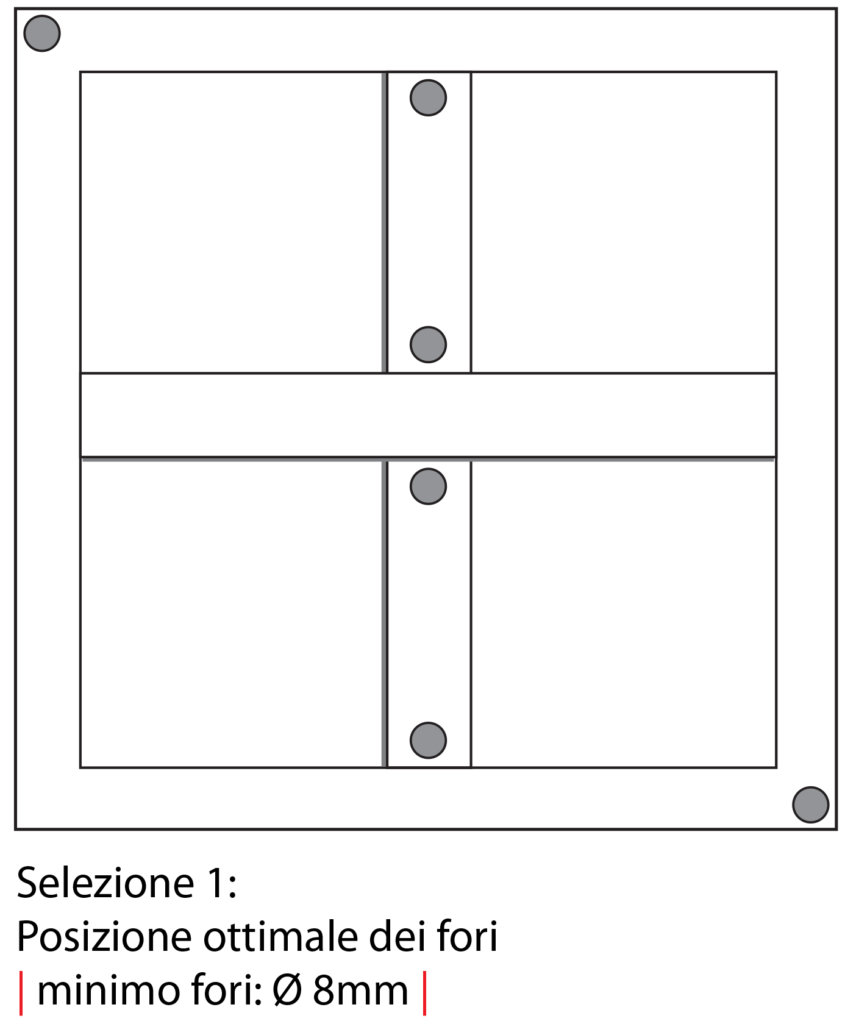
Inoltre, per ottenere dalla zincatura risultati qualitativamente ottimali, è necessario eseguire fori di afflusso e deflusso per consentire ai liquidi di lavorazione di fuoriuscire dai tubolari.
I fori devono essere in posizione diagonalmente opposta fra loro, il più possibile vicini ai nodi e alle estremità.
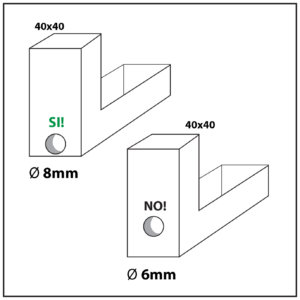
La dimensione dei fori dipende dalla dimensione e dal peso del particolare da zincare (minimo diam. 8 mm).